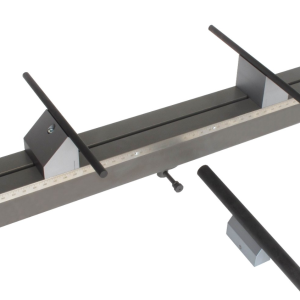
BS EN 1939 Test Fixture


BS EN 1939 specifies the method to measure, under specified test conditions, the force required to remove an adhesive tape which has been applied to a standard metal surface.
Please Contact With Us For More Information
- Description
- TECHNICAL SPECIFICATIONS
Description
BS EN 1939 – Self Adhesive Tapes
Measurement of Peel Adhesion from Stainless Steel or from its Own Backing
BS EN 1939 specifies the method to measure, under specified test conditions, the force required to remove an adhesive tape which has been applied to a standard metal surface.
BS EN 1939 specifies the method of measurement, under specified test conditions, the force required to remove an adhesive tape which has been applied to:
± a standard metal surface;
± from its own backing;
± from stainless steel at low temperature;
± from stainless steel of double sided adhesive tapes; and
± from stainless steel of an adhesive transfer tape.
NOTE. For the purpose of facilitating the understanding of this standard, it has been divided into five separate test methods
Peel Adhesion
The force required to peel a strip of tape from a specified substrate at a specified angle and speed
Principle
A length of adhesive tape is applied to a standard plate which is then fixed vertically in one clamp of a tensile testing machine.
The other clamp of the machine pulls the free end of the adhesive tape at an angle of 180Ê to the plate.
The adhesive strength is measured by the force required to peel the adhesive tape continuously from the plate, the line of separation being perpendicular to
the direction of the applied force.
Apparatus
1- Tensile testing machine, with the following characteristics:
± the force shall be indicated with a maximum error of 2 %;
± the speed of the moveable clamp shall be 300 mm/min ± 30 mm/min;
± the scale shall be such that the readings obtained are between 15 % and 85 % of the complete scale;
± the clamps shall be serrated to prevent slipping or tearing of the tape;
± if a pendulum machine is used, ensure that the pendulum can swing freely.
2- Stainless steel plates
These shall be perfectly flat, 200 mm long 3 50 mm wide and 2 mm thick.
They shall be made from `polishing’ quality stainless steel of a Brinell hardness ranging from 130 to 200 (see ISO 6506) and comprising the following constituents:
±carbon <0,12 %;
±nickel >8 %;
±chromium >17 %.
The testing surface of the plate shall first be polished to a mirror finish.
It shall then be roughened with abrasive grit
The abrasion lines shall be parallel to the long edge of the plate.
The plate shall be graduated on the long edges with five short marks spaced 30 mm apart, the first being 50 mm from one end.
Check that the surface conforms to the following conditions by five transverse measurements in the area between two imaginary lines 10 mm on each side of
the longitudinal axis of the plate:
± mean range between 0,05 mm and 0,40 mm;
± maximum depth less than 4 mm. Sampling length (of abraded area of test plate) is 0,8 mm;
± the evaluation length of five transverse samples provides the abraded area required to cover all possible variables in surface rugosity.
NOTE. A full explanation of these terms will be found in ISO 468 and ISO 4287-1.
Between each test, the plates shall be kept in such a way as to avoid any accidental scratching which may modify the surface condition.
*** Before conducting BS EN 1939, it is important to read the entire specification. Standards can be obtained from appropriate standard authorities.
***PARSROS offers several types of grips and fixtures which will enable you to perform a variety of tests
that are accurate and repeatable.
Please Contact with our engineers so that we can find and offer Best Universal Tensile Test Machines , Grips , Jaws and Other Accessories for your operations